


|
รายละเอียดสินค้า:
|
| วัสดุ: | UNS N07080 โลหะผสมนิกเกิล - โครเมี่ยมที่ดัดขึ้นและดัดได้ | ||
|---|---|---|---|
| เน้น: | โลหะผสมที่มีประสิทธิภาพสูง,โลหะผสมพิเศษที่มีความแข็งแรงสูง |
||
อัลลอยด์ 80A (UNS N07080) สำหรับวาล์วไอเสียเครื่องยนต์เผาไหม้ภายในพลังงานสูง
ผลิตภัณฑ์
โลหะผสมอุณหภูมิสูง 80A (UNS N07080) สำหรับเครื่องยนต์สันดาปภายในพลังงานสูง (เครื่องยนต์ดีเซลและเครื่องยนต์เบนซิน) วาล์วไอเสียสำหรับรถยนต์, หัวรถจักร, รถแทรกเตอร์, เรือ, ถัง, แท่นขุดเจาะน้ำมัน, เครื่องจักรก่อสร้างและสถานีพลังงานเคลื่อนที่เป็นต้น
การออกแบบที่เทียบเท่า
GH4080A, NIMONIC®โลหะผสม 80A, VDM®โลหะผสม 80A (Nicrofer 7520 Ti), WN2.4952, 2.4631, NiCr20TiAl, ATGS3, NC20TA, 2HR1, 2HR201, 2HR401, 3HR601, DTD736B
ภาพรวม
UNS N07080 เป็นโลหะผสมนิกเกิล - โครเมียมที่ดัดขึ้นรูปได้ซึ่งเสริมด้วยไทเทเนียมอลูมิเนียมและคาร์บอนซึ่งพัฒนาขึ้นเพื่อให้บริการที่อุณหภูมิสูงถึง 815 ° C (1500 ° F) มันถูกผลิตโดยการหลอมความถี่สูงและการหล่อในอากาศสำหรับรูปแบบที่จะอัดขึ้นรูป วัสดุที่กลั่นด้วยอีเลคโตรแลคใช้สำหรับการปลอมแปลงแบบฟอร์ม รุ่นกลั่นสูญญากาศนอกจากนี้ยังมี
SKETCH ของวาล์วไอเสีย

ขั้นตอนการผลิตของวาล์วไอเสีย
Blanking →การทำความร้อนด้วยไฟฟ้าการทำให้หัวว่างเปล่า→การรักษาความร้อนของหัวว่างเปล่าและก้าน→การเชื่อมแรงเสียดทาน→การกลึงหยาบหรือการบด→การกลึงหยาบ→การกลึงสำเร็จ→ความยาวคงที่→การบดแบบกึ่งละเอียด→การชุบก้านวาล์ว → NDT ของวาล์วสำเร็จรูป→การส่งมอบ

สภาพพื้นผิวของวาล์วไอเสีย

เว็บไซต์ผลิตของวาล์วไอเสีย

รูปแบบผลิตภัณฑ์ ทั้งหมด ของ UNS N07080
UNS N07080 มีให้บริการในรูปแบบของแท่งและเหล็กลวดแถบแถบแผ่นปลอมขึ้นรูปวงกลมเปล่าแหวนส่วนที่อัดขึ้นรูปท่อและท่อเป็นต้น
สภาพการส่งเหล็กและบาร์: ฟอร์จ, รีด, ดึง, ผ่านการอบด้วยความร้อน, ออกซิไดซ์, ขจัดคราบตะกรันหรือดอง, บิด, ปอกเปลือก, ดินหรือขัด
สภาพการส่งสตริป: รีดเย็นรักษาด้วยความร้อนดองหรืออบอ่อน
บาร์ปลอม: เส้นผ่านศูนย์กลางสูงสุด 600 มม.
เหล็กแผ่นรีดร้อน: เส้นผ่านศูนย์กลางสูงสุด 120 มม.
แท่งและแกนดึงเย็น: dia.4.0mm - 25.0mm
แถบและก้านที่สว่าง: dia.4.0mm - 25.0mm
ลวดดึงเย็น: dia.0.10-10mm
รูปร่างและขนาดอื่น ๆ เช่นช่องว่างกลม, แหวน, การตีขึ้นรูป, ส่วนการอัด, ท่อและท่อสามารถร้องขอ
PPLICATION
ปัจจุบัน UNS N07080 ใช้สำหรับส่วนประกอบของกังหันก๊าซ (ใบมีด, แหวน, แหวนรองและแผ่นดิสก์), สลักเกลียว, ท่อรองรับหม้อไอน้ำนิวเคลียร์, เม็ดมีดหล่อและแกนสำหรับหล่อตายและวาล์วไอเสียรถยนต์
การใช้งานเพิ่มเติมคือองค์ประกอบที่เชื่อมต่อวาล์วไอเสียในเครื่องยนต์เผาไหม้และส่วนประกอบที่มีความเครียดสูงอื่น ๆ ซึ่งใช้ในช่วงอุณหภูมิที่กล่าวถึงข้างต้น
องค์ประกอบทางเคมี (wt%):
| เฟ | Ni | ร่วม | Cr | Zr | Ti | Pb | B |
| ≤1.50 | สมดุล | ≤2.0 | 18.0-21.0 | ≤0.15 | 1.80-2.70 | ≤0.0025 | ≤0.008 |
| ลูกบาศ์ก | ค | อัล | Mn | ศรี | P | S | |
| ≤0.20 | 0.04-0.10 | 1.00-1.80 | ≤1.00 | ≤1.00 | ≤0.020 | ≤0.015 |
คุณสมบัติทางกายภาพ
ความหนาแน่น: ρ = 8.19 g / cm 3
ช่วงละลาย: 1320-1365 ℃
(คุณสมบัติทางกายภาพรายละเอียดอื่น ๆ ที่มีอยู่จากโบรชัวร์ของเรา)
คุณสมบัติทางกล
คุณสมบัติเชิงกลต่อไปนี้ของ UNS N07080 นำไปใช้กับเงื่อนไขและข้อกำหนดที่อธิบายไว้ในแบบฟอร์มและมิติกึ่งสำเร็จรูปที่ระบุ (cf. Availability) คุณสมบัติสำหรับขนาดที่ใหญ่ขึ้นต้องได้รับการตกลงแยกต่างหาก
สมบัติเชิงกลระยะสั้นของน้ำยาอบอ่อน UNS N07080 ที่อุณหภูมิห้องและอุณหภูมิที่สูงขึ้นดังตารางด้านล่าง
| อุณหภูมิ | ความแข็งแรงของผลผลิต 1) Rp0.2 | แรงดึง 2) Rm | การยืดตัวที่แตกหัก A2) | |||
| ° C | ° F | MPa | KSI | MPa | KSI | % |
| 20 | 68 | 600 | 87 | 930 | 135 | 20 |
| 100 | 212 | 586 | 85 | |||
| 200 | 392 | 568 | 82.2 | |||
| ที่ 300 | 572 | 560 | 81.2 | |||
| 400 | 762 | 540 | 78.3 | |||
| 500 | 932 | 520 | 75.4 | |||
| 600 | 1,112 | 500 | 72.5 | |||
(1) ค่าตาม DIN10302
(2) ตามมาตรฐาน ASTM B637
ขีด จำกัด การคืบและความแข็งแรงคืบตาม DIN EN 10302 ดังตารางด้านล่าง
ความต้านทานการคืบของวัสดุอาจได้รับอิทธิพลจากการเสียรูปแบบเย็นหลังจากการอบชุบ
| อุณหภูมิ | ขีด จำกัด การคืบ Rp 1.0 / 10 4 ชม | Creep Limit Rp 1.0 / 10 5 ชม | กำลังแตกหักคืบคืบ Rm / 10 4 ชม | คืบแตกแข็งแรง Rm / 10 5 ชม | |||||
| ° C | ° F | MPa | KSI | MPa | KSI | MPa | KSI | MPa | KSI |
| 500 | 932 | 723 | 105 | 640 | 92.8 | 745 | 108 | 587 | 85.1 |
| 550 | 1,020 | 619 | 89.8 | 544 | 78.9 | 582 | 84.4 | 416 | 60.3 |
| 600 | 1,112 | 528 | 76.6 | 419 | 60.8 | 433 | 62.8 | 272 | 39.5 |
| 650 | 1,200 | 396 | 57.4 | 256 | 37.1 | ที่ 300 | 43.5 | 157 | 22.8 |
| 700 | 1,292 | 240 | 34.8 | 159 | 23.1 | 186 | 27 | 75 | 10.9 |
| 750 | 1,380 | 155 | 22.5 | 99 | 14.4 | 114 | 16.5 | 37 | 5.37 |
| 800 | 1,472 | 100 | 14.5 | 82 | 11.9 | 70 | 10.2 | 20 | 2.9 |
(คุณสมบัติทางกลรายละเอียดอื่น ๆ ที่มีอยู่จากแผ่นพับของเรา)
ความต้านทานการกัดกร่อน
UNS N07080 มีความต้านทานสูงต่อการเกิดออกซิเดชั่นภายใต้การเปลี่ยนแปลงอุณหภูมิของวงจร โลหะผสมเป็นชั้นออกไซด์ที่ยึดติดอย่างแน่นหนา (Cr 2 O 3 ) ซึ่งป้องกันการกัดกร่อนและการเกิดออกซิเดชัน โลหะผสมสามารถทนต่อการขยายได้ถึง 1,000 ° C (1832 ° F) วัสดุดังกล่าวได้รับการพิสูจน์ความต้านทานต่อสารประกอบวานาเดียมเพนท็อกไซด์โซเดียมและซัลเฟอร์สำหรับวาล์วไอเสียในเครื่องยนต์ที่ทำงานด้วยน้ำมันหนัก
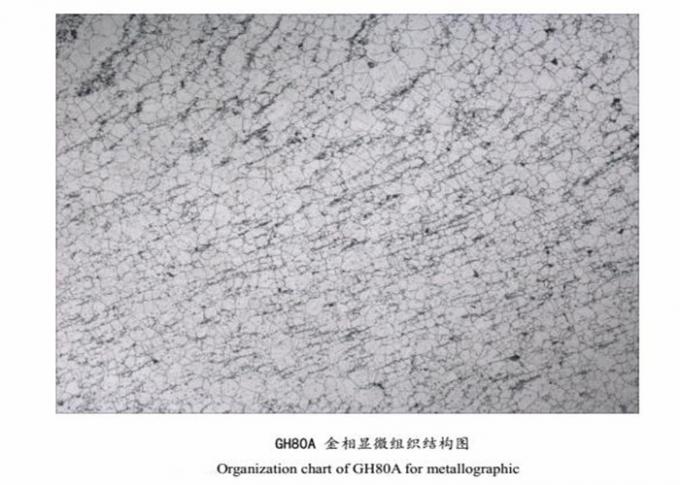
จุลภาค
UNS N07080 เป็นโลหะผสมนิกเกิล - โครเมียมออสเทนนิติกที่ชุบแข็งอายุพร้อมส่วนผสมของไทเทเนียมและอลูมิเนียมซึ่งยังคงความแข็งแกร่งผ่านการตกตะกอน (Ni3 (Al, Ti))
FABRICATING
UNS N07080 สามารถขึ้นรูปได้ง่ายทั้งร้อนและเย็นและสามารถกลึงได้ อย่างไรก็ตามเครื่องจักรที่รับคุณสมบัติเชิงกลนั้นมีความจำเป็นสำหรับงานประมวลผลใด ๆ
เครื่องทำความร้อน
เป็นสิ่งสำคัญที่ชิ้นงานต้องสะอาดและปราศจากสิ่งปนเปื้อนก่อนและระหว่างการอบชุบ โลหะซัลเฟอร์ฟอสฟอรัสตะกั่วและโลหะจุดหลอมเหลวต่ำอื่น ๆ อาจทำให้เกิดความเสียหายในระหว่างการอบชุบ การปนเปื้อนประเภทนี้ยังมีอยู่ในการทำเครื่องหมายและการแสดงอุณหภูมิสีหรือปากกาและในจาระบีหล่อลื่นน้ำมันน้ำมันเชื้อเพลิงและวัสดุที่คล้ายกัน เชื้อเพลิงจะต้องมีปริมาณกำมะถันต่ำที่สุดเท่าที่จะเป็นไปได้ ก๊าซธรรมชาติควรมีน้อยกว่า 0.1% โดยน้ำหนักของกำมะถัน น้ำมันทำความร้อนที่มีปริมาณกำมะถันสูงสุด 0.5% โดยน้ำหนักก็เหมาะสมเช่นกัน เตาไฟฟ้าเป็นที่ต้องการเนื่องจากการควบคุมอุณหภูมิที่แม่นยำและการขาดสารปนเปื้อนเนื่องจากเชื้อเพลิง ควรตั้งอุณหภูมิของเตาหลอมให้เป็นกลางและออกซิไดซ์เล็กน้อยและไม่ควรเปลี่ยนระหว่างการออกซิไดซ์และการลด ชิ้นงานจะต้องไม่สัมผัสกับเปลวไฟโดยตรง
ร้อนแรง orking
UNS N07080 ควรร้อนในช่วง 1050-1200 ° C (1920-2190 ° F) หลังจากนั้นจะเย็นลงอย่างรวดเร็ว สำหรับการใช้งานพิเศษที่มีความแข็งแรงของความอดทนมากกว่าโฟกัสความต้านทานการคืบ (เช่นวาล์ว) หน้าต่างอุณหภูมินี้ควรขยายลงด้านล่างเพื่อให้ได้โครงสร้างจุลภาคที่ละเอียด 980 ° C (1796 ° F) ไม่ควรลดลงต่ำกว่า ชิ้นงานจะถูกวางในเตาให้ความร้อนจนถึงอุณหภูมิที่ร้อนขึ้นเพื่อให้ความร้อนสูงขึ้น เมื่ออุณหภูมิมีค่าเท่ากันควรสังเกตเวลาการยึดอย่างน้อย 60 นาทีสำหรับความหนาชิ้นงานแต่ละ 100 มม. หลังจากนี้ชิ้นงานจะถูกลบออกทันทีและเกิดขึ้นในช่วงอุณหภูมิที่ระบุ หากอุณหภูมิต่ำกว่า 980 ° C (1800 ° F) ชิ้นงานควรร้อนขึ้นตามที่อธิบายไว้ข้างต้นมิฉะนั้นจะแข็งเกินไปสำหรับการขึ้นรูปร้อนอีก แนะนำให้ใช้กรรมวิธีทางความร้อนหลังการขึ้นรูปร้อนสำหรับการเพิ่มประสิทธิภาพของสมบัติเชิงกลและความต้านทานการกัดกร่อน
เย็น w orking
UNS N07080 เป็นแบบเย็นในสถานะแก้ปัญหาการอบอ่อน วัสดุนี้มีอัตราการชุบแข็งที่สูงกว่าเหล็กกล้าไร้สนิมออสเทนนิติก สิ่งนี้จะต้องคำนึงถึงในระหว่างการออกแบบและการเลือกเครื่องมือขึ้นรูปและอุปกรณ์และระหว่างการวางแผนกระบวนการขึ้นรูป การหลอมระดับกลางที่ 1040 ° C (1904 ° F) ตามด้วยการทำให้เย็นลงอย่างรวดเร็วอาจจำเป็นในอุณหภูมิสูงขึ้นรูปเย็นเพื่อคืนค่าความสามารถในการขึ้นรูปต่อไป
ขจัดคราบตะกรันและดอง
วัสดุอุณหภูมิสูงพัฒนาชั้นป้องกันออกไซด์ในการให้บริการ จึงจำเป็นต้องตรวจสอบความจำเป็นในการขจัดคราบตะกรันในการสั่งซื้อ ออกไซด์ของ UNS N07080 และการเปลี่ยนสีในบริเวณรอบ ๆ รอยเชื่อมยึดติดแน่นกว่าเหล็กกล้าไร้สนิม แนะนำให้ใช้การบดโดยใช้สายพานขัดที่ละเอียดมากหรือแผ่นเจียร การหลีกเลี่ยงการเปลี่ยนสีที่เกิดจากการขัด (เจียรไหม้) หากต้องทำการดองดองระยะเวลาในการดอง (สำหรับวัสดุที่มีอุณหภูมิสูงทั้งหมด) ควรจะสั้นเนื่องจากอาจมีการกัดกร่อนจากการกัดกร่อนระหว่างผลึก นอกจากนี้ต้องตรวจสอบอุณหภูมิของสายการดอง ก่อนที่จะดองในส่วนผสมของกรดไนตริก - ไฮโดรฟลูออริกชั้นของออกไซด์ที่มีความหนาแน่นสูงควรถูกทำลายโดยการระเบิดหรือการบดหรือผ่านการบาบัดก่อนในอ่างเกลือ
เครื่องจักรกล
ในขณะที่ UNS N07080 ในสภาพการอบอ่อนแก้ปัญหานั้นง่ายต่อการประมวลผลและความเค้นของเครื่องมือน้อยลง แต่คุณภาพผิวที่ดีขึ้นจะประสบความสำเร็จในสภาพที่แข็งตัวตามอายุ ผลลัพธ์ที่ดีที่สุดในแง่ของคุณภาพพื้นผิวและความถูกต้องมิติของผลิตภัณฑ์สำเร็จรูปนั้นทำได้โดยการรักษาล่วงหน้าก่อนการชุบแข็งและโดยการตกแต่งให้อยู่ในสภาพชุบแข็งอายุ สำหรับเหตุผลของแนวโน้มที่เพิ่มขึ้นในการทำงานชุบแข็งเมื่อเปรียบเทียบกับเหล็กกล้าไร้สนิมออสเทนนิติกต่ำต้องเลือกความเร็วในการตัดที่ต่ำลงและเครื่องมือตัดควรทำงานอยู่ตลอดเวลา ความลึกของชิปที่เพียงพอเป็นสิ่งสำคัญในการตัดต่ำกว่าโซนที่ชุบแข็งก่อนหน้านี้
Nimonic 80A ควรอยู่ในสภาพที่ได้รับการอบร้อนอย่างเต็มที่สำหรับการตัดเฉือนทั้งหมด ความแข็งของวัสดุสูงในสภาพนี้ (250-350 HV) ต้องใช้เทคนิคการตัดเฉือนที่เข้มงวด
เชื่อม
แผ่นเชื่อม UNS N07080 พร้อมเชื่อมกระบวนการต้านทาน การเชื่อมแบบฟิวชั่นโดยกระบวนการทั่วไปเช่น TIG หรือ MIG (การถ่ายโอนแบบจุ่มหรือพัลซิ่ง) เป็นที่น่าพอใจสำหรับความหนาของส่วนสูงถึงประมาณ 5 มม. (0.2 นิ้ว) เหนือรอยแยกขนาดเล็กนี้อาจเกิดขึ้นในรอยเชื่อมและบริเวณที่ได้รับผลกระทบจากความร้อน
ลำแสงอิเล็กตรอนแรงเสียดทานความเฉื่อยและการเชื่อมแบบแฟลชก้นนั้นถูกใช้เพื่อความหนาที่มากกว่า 5 (0.2 นิ้ว)
ควรปฏิบัติตามข้อควรระวังตามปกติสำหรับการเชื่อมโลหะผสมนิกเกิลและควรทำการเชื่อมบนวัสดุที่ผ่านการบำบัดแล้ว การรักษาความร้อนภายหลังการเชื่อมเป็นสิ่งจำเป็นเพื่อให้ได้คุณสมบัติที่เหมาะสม
รักษาความร้อน
โดยทั่วไปการรักษาความร้อนของ UNS N07080 มีสามขั้นตอน:
(1) โซลูชันการหลอมที่ 1,050-1080 ° C (1922 - 1976 ° F) เป็นเวลา 8 ชั่วโมงตามด้วยการทำให้เย็นด้วยอากาศ
(2) การหลอมที่ 840-860 ° C (1544 - 1580 ° F) เป็นเวลา 24 ชั่วโมงตามด้วยอากาศเย็น
(3) อายุการหลอมแข็งที่ 690-710 ° C (1274 - 1310 ° F) เป็นเวลา 16 ชั่วโมงตามด้วยอากาศเย็น
การหลอมที่เสถียรนั้นใช้ในการกำจัดคาร์ไบด์เฉพาะที่ขอบของเกรน ความแข็งแกร่งสูงโดยเฉพาะอย่างยิ่งการเพิ่มขึ้นของ -'- precipitates จะถูกสร้างขึ้นในช่วงอายุต่อไปแข็ง สำหรับการใช้งานที่มีความแข็งแรงของความอดทนอยู่ในโฟกัสแทนที่จะเป็นความต้านทานการคืบ (เช่นวาล์ว) การแก้ปัญหาการหลอมควรเกิดขึ้นในช่วงอุณหภูมิตั้งแต่ 1010-1050 ° C (1850–1922 ° F) เพื่อต่อต้านการก่อตัวของเมล็ดหยาบที่ จะเป็นอันตรายต่อแอปพลิเคชันนี้ คุณสมบัติเชิงกลสามารถปรับเปลี่ยนได้ในช่วงกว้างโดยผ่านการแปรผันของพารามิเตอร์การขึ้นรูปและการรักษาความร้อน สำหรับการรักษาความร้อนทุกครั้งควรมีการใส่วัสดุลงในเตาให้ความร้อนจนถึงอุณหภูมิการหลอมและข้อมูลที่กล่าวถึงในบท“ การทำความร้อน” ควรได้รับการปฏิบัติ
ข้อกำหนดมาตรฐาน
เหล็กลวดและเหล็ก
BS 3076
BS HR 1
BS HR 601
ASTM B637 / ASME SB637
AECMA PrEn 2188/2189/2190/2396/2397
AIR 9165-37
DIN 17240
DIN EN 10090
แผ่นแผ่นและแถบ
BS HR 201
AECMA PrEn 2191
DIN 17742
DIN EN 10302
ISO 6208
ท่อและท่อ
BS HR 401
ความได้เปรียบทางการแข่งขัน:
(1) ประสบการณ์มากกว่า 50 ปีของการวิจัยและพัฒนาในโลหะผสมที่มีอุณหภูมิสูง, โลหะผสมความต้านทานการกัดกร่อน, โลหะผสมที่มีความแม่นยำ, โลหะผสมทนไฟ, โลหะหายากและวัสดุโลหะมีค่าและผลิตภัณฑ์
(2) ห้องปฏิบัติการที่สำคัญ 6 แห่งและศูนย์สอบเทียบ
(3) เทคโนโลยีสิทธิบัตรหลายร้อยรายการ
(4) ขนาดเกรนเฉลี่ย 9 หรือละเอียดกว่า
ระยะเวลาธุรกิจ
| ปริมาณการสั่งซื้อขั้นต่ำ | 500 กิโลกรัม |
| ราคา | ตกลงกันได้ |
| รายละเอียดบรรจุภัณฑ์ | น้ำป้องกันการขนส่งสมุทรกล่องไม้รมควัน |
| เครื่องหมาย | ตามคำสั่ง |
| เวลาจัดส่ง | 60-90 วัน |
| เงื่อนไขการชำระเงิน | T / T, L / C ที่เห็น D / P |
| ความสามารถในการจัดหา | 100 เมตริกตันต่อเดือน |
ผู้ติดต่อ: Mr. lian
โทร: 86-13913685671
แฟกซ์: 86-510-86181887








